

En la industria actual, donde la eficiencia energética, la continuidad operativa y la seguridad son factores críticos, los sistemas de vapor siguen desempeñando un papel esencial. Sectores como el alimentario, químico, farmacéutico o energético dependen de intercambiadores de calor para transferir energía de forma eficiente. Sin embargo, uno de los problemas más comunes —y menos visibles— en estos sistemas es la incorrecta evacuación del condensado.
Aquí es donde la bomba-purgador accionada por presión se convierte en una solución clave, especialmente en escenarios donde existe contrapresión en la línea de retorno de condensado. Pero hoy, la ventaja competitiva no está solo en instalar estos sistemas, sino en monitorizarlos y gestionarlos de forma inteligente.
El problema operativo: cuando el condensado no puede salir
En condiciones ideales, el condensado generado en un intercambiador de calor se evacúa mediante purgadores convencionales. Sin embargo, en muchas plantas industriales, la presión en la línea de retorno aumenta progresivamente debido a ampliaciones, rediseños o simplemente por acumulación de cargas en el sistema.
Esto provoca:
- Inundación del intercambiador
- Pérdida de eficiencia térmica
- Golpes de ariete
- Daños en equipos
- Incremento del consumo energético
Cuando la presión diferencial no es suficiente para evacuar el condensado, el sistema deja de funcionar como debería.
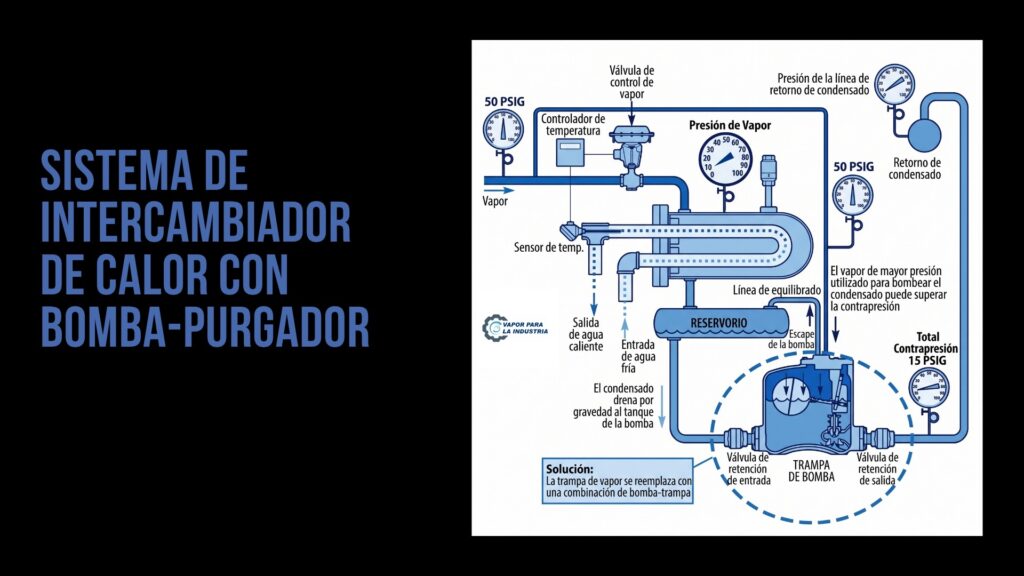
La solución: bomba-purgador
La bomba-purgador soluciona este problema utilizando la propia energía del vapor para evacuar el condensado, incluso en condiciones de alta contrapresión.
Su funcionamiento se basa en un ciclo automático:
- El condensado entra en la cámara de la bomba.
- Un flotador detecta el nivel.
- Se activa una válvula que permite la entrada de vapor.
- El vapor impulsa el condensado hacia la línea de retorno.
- El sistema se reinicia.
Este mecanismo garantiza la evacuación continua del condensado, evitando acumulaciones y manteniendo la eficiencia térmica del sistema.
Caso de uso industrial: mejora real en planta
En una planta de procesamiento de alimentos con múltiples intercambiadores conectados a una línea común, la contrapresión impedía la correcta evacuación del condensado.
Antes de implementar la bomba-purgador:
- Pérdidas de eficiencia superiores al 20%
- Incremento en consumo de vapor
- Fallas recurrentes
- Costes elevados de mantenimiento
Después:
- Evacuación continua del condensado
- Recuperación de eficiencia térmica
- Reducción de golpes de ariete
- Estabilidad operativa
Sin embargo, incluso con esta solución, surge un nuevo reto: ¿cómo asegurar que la bomba-purgador está funcionando correctamente en todo momento?
Conexión digital con propósito: monitorización inteligente
La evolución natural de estos sistemas es su integración con soluciones de monitorización en tiempo real. Aquí entra en juego el monitor de funcionamiento de bombas-purgador, una herramienta diseñada para detectar fallos antes de que impacten en la operación.
Si quieres profundizar en este cambio de enfoque, te recomendamos este artículo sobre La Digitalización de los Sistemas de Vapor: ¡más que solo detectar y reparar!
¿Por qué es necesario monitorizar?
Una bomba-purgador defectuosa puede generar problemas graves:
- Fail-close (cierre por fallo): provoca acumulación de condensado, pérdida de transferencia térmica y situaciones inseguras.
- Fail-open (apertura por fallo): permite el paso de vapor vivo al sistema de condensados, generando pérdidas energéticas, columnas de vapor y desperdicio de agua.
Ambos escenarios impactan directamente en la productividad, los costes y la seguridad.
Cómo funciona el sistema de monitorización
El sistema se basa en sensores de temperatura instalados de forma no invasiva:
- Monitorización inalámbrica en tiempo real
- Instalación sin detener la planta
- Detección de anomalías térmicas
- Alertas automáticas cuando la temperatura sale de rango
Además, permite analizar tanto eventos previos como posteriores a un incidente, facilitando un diagnóstico completo.
Puedes ver en detalle cómo funciona esta solución en el siguiente enlace: Monitor de Funcionamiento de las Bombas-Purgador
Plataforma digital y análisis avanzado
Los datos recogidos se integran en una plataforma en la nube que ofrece:
- Acceso 24/7 desde cualquier dispositivo
- Visualización de tendencias
- Umbrales de alarma configurables
- Análisis experto en sistemas de vapor
Esto permite pasar de un mantenimiento reactivo a un enfoque predictivo y basado en datos.
Ventajas para la industria
1. Productividad de los procesos
- Maximiza el tiempo de actividad
- Evita paradas por acumulación de condensado
- Mejora la eficiencia térmica
2. Seguridad y riesgos
- Reduce el riesgo de golpes de ariete
- Protege al personal
- Minimiza situaciones críticas en el sistema
3. Mantenimiento y reparación
- Identifica fallos recurrentes
- Prioriza intervenciones
- Reduce costes de mantenimiento
Implementación del sistema
El despliegue incluye:
Equipos
- Sensores PT1000 (rango: -180 °C a +250 °C)
- Batería de litio con alarma de nivel bajo
- Protección IP65 para entornos industriales
Conectividad
- Gateway LoRaWAN con conectividad 4G
- Instalación Plug & Play
- Red independiente durante la instalación
Plataforma digital
- Alojada en Microsoft Azure
- Alta disponibilidad y seguridad
- Históricos y datos en tiempo real
Seguimiento y mejora continua
El sistema no solo monitoriza, sino que genera valor continuo:
- Informes periódicos (6-12 semanas y anual)
- Revisión con especialistas
- Ajuste de umbrales
- Inspección anual del sistema
Esto asegura que la solución evolucione junto con la planta.
Pasar de una solución mecánica a sistema inteligente
La bomba-purgador ha sido durante años una solución eficaz para problemas de contrapresión en sistemas de vapor. Sin embargo, en un entorno industrial cada vez más exigente, la diferencia ya no está solo en evacuar el condensado, sino en saber exactamente cómo, cuándo y por qué ocurre cada evento.
La integración de monitorización inteligente convierte un componente operativo en una fuente de información estratégica. Permite anticiparse a fallos, optimizar recursos y tomar decisiones basadas en datos reales.
En definitiva, estamos pasando de gestionar sistemas de vapor a controlarlos con precisión y propósito.
 Problemas en la bomba de alimentación de la caldera: Causas reales y cómo resolverlos
Problemas en la bomba de alimentación de la caldera: Causas reales y cómo resolverlos
Deja una respuesta