

Na indústria atual, onde a eficiência energética, a continuidade operacional e a segurança são factores críticos, os sistemas de vapor continuam a desempenhar um papel essencial. Indústrias como a alimentar, química, farmacêutica e energética dependem de permutadores de calor para transferir energia de forma eficiente. No entanto, um dos problemas mais comuns - e menos visíveis - nestes sistemas é a drenagem incorrecta de condensados.
É aqui que o bomba de reforço acionada por pressão torna-se uma solução fundamental, especialmente em cenários onde existe contrapressão na linha de retorno de condensado. Mas atualmente, a vantagem competitiva não está apenas na instalação destes sistemas, mas também em monitorizá-los e geri-los de forma inteligente.
O problema operacional: quando a condensação não pode sair
Idealmente, o condensado gerado num permutador de calor é drenado por drenos convencionais. No entanto, em muitas instalações industriais, a pressão na linha de retorno aumenta progressivamente devido a expansões, remodelações ou simplesmente devido a uma acumulação de cargas no sistema.
Isto provoca:
- Inundação do nó de ligação
- Perda de eficiência térmica
- Martelo de água
- Danos no equipamento
- Aumento do consumo de energia
Quando a pressão diferencial não é suficiente para evacuar o condensado, o sistema deixa de funcionar como deveria.
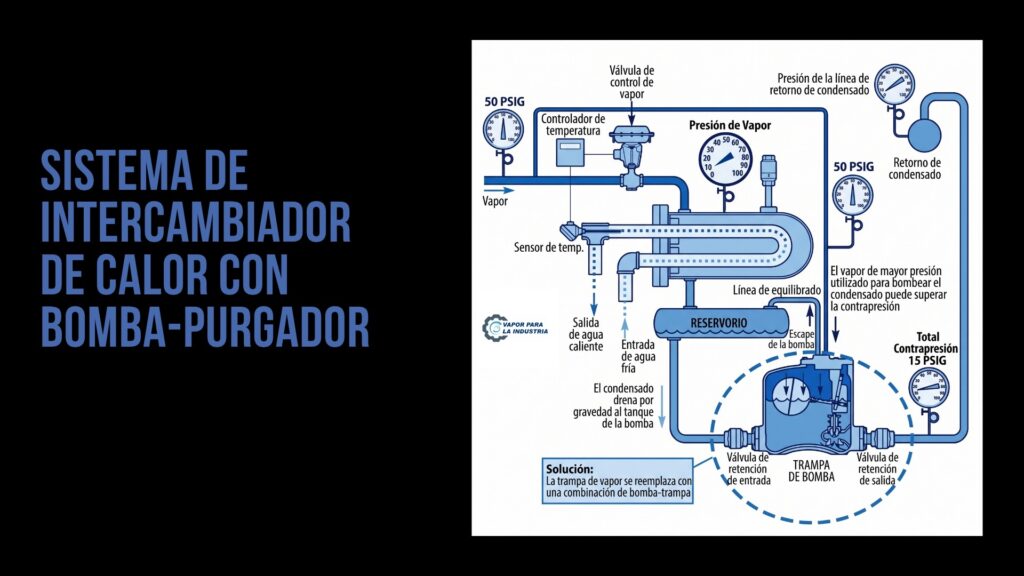
A solução: bomba-purga
A bomba de purga resolve este problema utilizando a própria energia do vapor para evacuar o condensado, mesmo em condições de contrapressão elevada.
O seu funcionamento baseia-se num ciclo automático:
- O condensado entra no compartimento da bomba.
- Um flutuador detecta o nível.
- Uma válvula é activada para permitir a entrada de vapor.
- O vapor conduz o condensado para a linha de retorno.
- O sistema é reiniciado.
Este mecanismo garante a evacuação contínua do condensado, evitando acumulações e mantendo a eficiência térmica do sistema.
Caso de utilização industrial: melhoria real da fábrica
Numa fábrica de processamento de alimentos com vários permutadores de calor ligados a uma linha comum, a contrapressão impedia a drenagem adequada dos condensados.
Antes de efetuar a purga com bomba:
- Perdas de eficiência superiores a 20%
- Aumento do consumo de vapor
- Falhas recorrentes
- Custos de manutenção elevados
Depois:
- Evacuação contínua de condensados
- Recuperação da eficiência térmica
- Redução do golpe de aríete
- Estabilidade operacional
No entanto, mesmo com esta solução, surge um novo desafio: como garantir que a bomba de purga está sempre a funcionar corretamente?
Ligação digital com objetivo: monitorização inteligente
A evolução natural destes sistemas é a sua integração com soluções de monitorização em tempo real. É aqui que a monitor de função da bomba-sangradora, uma ferramenta concebida para detetar falhas antes de estas terem impacto na operação.
Se quiser aprofundar esta mudança de abordagem, recomendamos-lhe este artigo sobre A digitalização dos sistemas de vapor: mais do que apenas detetar e reparar!
Porque é que é necessário controlar?
Uma bomba de purga defeituosa pode levar a problemas graves:
- Fecho por falha (fecho por falha)provoca a acumulação de condensação, a perda de transferência de calor e situações de risco.
- Falha de aberturapermite a passagem de vapor vivo para o sistema de condensação, causando perdas de energia, colunas de vapor e desperdício de água.
Ambos os cenários têm um impacto direto na produtividade, nos custos e na segurança.
Como funciona o sistema de controlo
O sistema baseia-se em sensores de temperatura instalados de forma não invasiva:
- Monitorização sem fios em tempo real
- Instalação sem paragem da fábrica
- Deteção de anomalias térmicas
- Alertas automáticos quando a temperatura sai do intervalo
Além disso, permite a análise de eventos pré e pós-incidente, facilitando um diagnóstico completo.
Pode ver em pormenor como funciona esta solução na seguinte ligação: Monitor de desempenho da bomba-purga
Plataforma digital e análise avançada
Os dados recolhidos são integrados numa plataforma baseada na nuvem que fornece:
- Acesso 24/7 a partir de qualquer dispositivo
- Visualização de tendências
- Limiares de alarme configuráveis
- Análise pericial de sistemas de vapor
Isto permite passar de uma manutenção reactiva para uma abordagem preditiva e orientada para os dados.
Benefícios para a indústria
1. produtividade do processo
- Maximizar o tempo de atividade
- Evita o tempo de inatividade devido à acumulação de condensado
- Melhoria da eficiência térmica
2) Segurança e riscos
- Reduz o risco de golpe de aríete
- Protege o pessoal
- Minimiza situações críticas no sistema
3. manutenção e reparação
- Identificação de falhas recorrentes
- Dar prioridade às intervenções
- Reduz os custos de manutenção
Implementação do sistema
A implantação inclui:
Equipamento
- Sensores PT1000 (gama: -180 °C a +250 °C)
- Bateria de lítio com alarme de nível baixo
- Proteção IP65 para ambientes industriais
Conectividade
- Gateway LoRaWAN com conetividade 4G
- Instalação Plug & Play
- Rede autónoma durante a instalação
Plataforma digital
- Alojado no Microsoft Azure
- Elevada disponibilidade e segurança
- Dados históricos e em tempo real
Controlo e melhoria contínua
O sistema não só monitoriza, como gera valor contínuo:
- Relatórios periódicos (6-12 semanas e anuais)
- Revisão especializada
- Ajustamento dos limiares
- Inspeção anual do sistema
Isto garante que a solução evolui juntamente com a planta.
Passar de uma solução mecânica para um sistema inteligente
A bomba de purga tem sido uma solução eficaz para problemas de contrapressão em sistemas de vapor durante anos. No entanto, num ambiente industrial cada vez mais exigente, a diferença já não está apenas na evacuação do condensado, mas em saber exatamente como, quando e porquê cada evento ocorre..
A integração da monitorização inteligente transforma uma componente operacional numa fonte de informação estratégica. Permite antecipar as falhas, otimizar os recursos e tomar decisões com base em dados reais.
Em última análise, estamos a passar da gestão de sistemas de vapor para controlá-los com precisão e objetivo.
 Problemas com a bomba de alimentação da caldeira: causas reais e como resolvê-los
Problemas com a bomba de alimentação da caldeira: causas reais e como resolvê-los
Deixe uma resposta