

Neste post, explicamos um caso de uso sobre como um Sistema de Monitoramento de Turbidez ajuda a recuperação de condensado contaminado em sistemas de vapor de plantas que produzem óleo de palma, maionese, óleo de soja, óleo de pão, óleo de canola e outros molhos.
O processo
Vamos primeiro entender como funciona o processo de produção. O processamento de óleos começa com o recolha de matérias-primas, neste caso particular é uma empresa que trabalha com óleo de palma bruto (CPO) e óleo de palmiste bruto, que são obtidos tanto das plantações da própria empresa como de outras fontes externas.
A matéria-prima deve ser esterilizada e tratada termicamente para eliminar enzimas que possam degradar o óleo. A esterilização é feita por meio de vapor saturado a pressões relativamente baixas por períodos que variam de 65 a 90 minutos, dependendo da maturação do fruto, aumentando e diminuindo a pressão. Este processo acelera o amolecimento da união dos frutos, que facilita a sua separação, a extracção do óleo e o desprendimento da amêndoa da casca do fruto. Este processo de esterilização inactiva a enzima lipase, que promove a produção de ácidos gordos livres. Os esterilizadores têm linhas de entrada de vapor saturadas e dispositivos para a remoção do condensado produzido neste processo, a esterilização e o aquecimento também facilitam o processo de polpação e prensagem.
Isto é realizado em um ambiente seguro devido ao gás hexano liberado durante o processo.
A matéria prima é então moída e fervida em água quente para permitir que o óleo flutue e desnatado do topo onde os 2 líquidos são separados.
O óleo restante é fervido em uma panela rasa para remover qualquer excesso de umidade.
Problemas de poluição
Os efluentes líquidos de uma fábrica de processamento de óleo de palma consistem principalmente no seguinte:
- Condensados de esterilizaçãoou a água resultante da condensação do vapor utilizado para esterilizar os cachos.
- Lama de clarificaçãoou os líquidos que restam após os cachos terem sido processados e os óleos terem sido separados e extraídos.
- Condensados a vapor de processos de aquecimento. A contaminação cruzada vem normalmente dos permutadores de calor de placas.
A Solução: Sistema de Monitorização de Turbidez
Para ajudar a detectar a contaminação de óleo no caso particular desta empresa, foi recomendado instalar um sistema de detecção precoce - Sistema de Monitorização de Turbidez nas duas linhas de retorno de condensado, que estavam localizadas muito afastadas.
Ao contrário dos medidores de condutividade MS que detectam contaminantes condutores, um sistema de monitoramento de turbidez é especificamente projetado para detectar contaminantes não condutores, como graxa e óleo em condensado.
Tais contaminantes, se acidentalmente liberados no condensado, podem causar o superaquecimento da caldeira, exigindo um desligamento prolongado para limpeza química. Com os consequentes problemas de produção.
A instalação de um Sistema de Monitoramento de Turbidez fornece um meio de determinar os limites de detecção de contaminação para garantir a proteção precisa do sistema de vapor. Com monitoramento em tempo real a planta é capaz de responder rapidamente para evitar a contaminação da água do processo.
Um Sistema de Monitoramento de Turbidez tem a capacidade de fornecer uma medição precisa da turbidez com baixos níveis de contaminação para uma operação confiável, aumentando a disponibilidade da planta e, assim, tendo menos tempo parado.
Para o caso particular desta planta, 2 sistemas de monitoramento de turbidez foram instalados na linha de condensado com configuração de alta temperatura (temperatura de processo permanente até 190°C) para detecção on-line de óleos não dissolvidos no condensado. Este sistema também foi instalado na linha de retorno de condensado para evitar a contaminação do condensado que retorna ao tanque de água de alimentação da caldeira.
Como funciona um sistema de monitoramento de turbidez em sistemas de vapor industrial
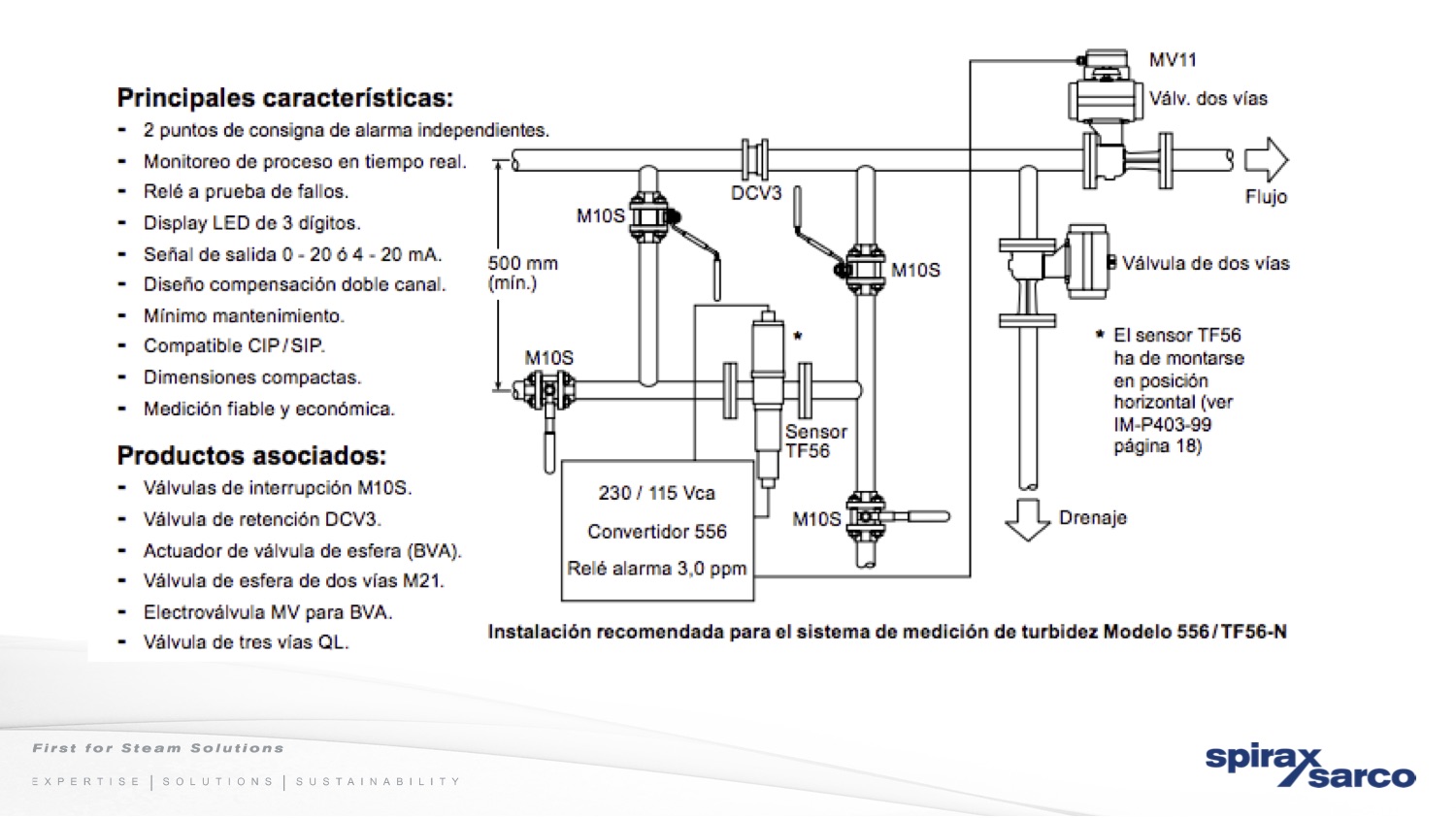
O sistema de medição de turbidez consiste em um Turbidímetro e um Conversor, projetado para monitorar continuamente a contaminação de óleo ou graxa na água de alimentação e condensado de retorno ao sistema de água de alimentação da caldeira.
O turbidímetro é um instrumento preciso, de dois canais, que mede a dispersão da luz usando a luz na faixa visível (VIS) e quase infravermelha (NIR) de 400-1100 nm. Um feixe de luz definido com precisão e constante penetra no fluido e a luz dispersa é detectada. por partículas (vestígios de sólidos em suspensão, líquidos não dissolvidos ou bolhas de gás) no meio por meio de quatro fotodíodos hermeticamente fechados num ângulo de 11°. Ao mesmo tempo, a luz incandescente é detectada por um fotodíodo de referência. Este design único de canal duplo compensa a cor e os distúrbios no meio. O sensor pode medir partículas de tamanhos e concentrações muito baixas.
O conversor tem quatro faixas de medição, três fixas e uma variável, calibradas em ppm, proporcionando monitoramento contínuo e em tempo real da turbidez de um meio líquido. Um visor LED de 3 dígitos mostra a turbidez como uma porcentagem da faixa de medição. selecionado. O conversor fornece dois set points independentes e uma saída de 0-20 mA ou 4-20 mA para alarmes e exibição remota em tempo real do controle de turbidez. É fornecida uma saída adicional de relé à prova de falhas incorporada para detecção de falhas no controle de turbidez. conversor ou lâmpada de alimentação.
Os resultados do sistema de monitoramento de turbidez
- A produtividade aumentou.
- Uma melhor detecção de contaminação poderia ser assegurada.
- Melhorar a qualidade do produto
- Diminuição do tempo de inactividade do sistema.
- Aumentar a reutilização de água, produtos químicos e economia de energia no condensado.
Se você quiser saber mais sobre a recuperação de condensado contaminado usando sistemas de monitoramento de turbidez subscrever a Newsletter Steam for Industry onde você encontrará informações atualizadas para engenheiros responsáveis por plantas e instalações de vapor.

 Corrosão em tubos de condensado e como remediar a mesma
Corrosão em tubos de condensado e como remediar a mesma
Deixe uma resposta