

En este post explicamos un caso de uso sobre cómo un Sistema de Monitoreo de Turbidez ayuda a recuperar condensado contaminado en sistemas de vapor de plantas de producción de aceite de Palma, mayonesa, aceite de soja, aceite de pan, aceite de canola y y otras salsas.
El proceso
Entendamos primero cómo funciona el proceso productivo. El procesamiento de aceites comienza con la recolección de materias primas, en este caso particular se trata de una empresa que trabaja con aceite de palma crudo (CPO) y aceite de semilla de palma cruda, que se obtienen tanto de las plantaciones propias de la compañía como de otras fuentes externas.
La materia prima debe ser esterilizada y debe ser tratada con calor para eliminar las enzimas que podrían degradar el aceite. La esterilización se realiza por medio de vapor de agua saturada a presiones relativamente bajas, durante periodos que van de los 65 a los 90 minutos, dependiendo de la madurez de la fruta, aumentando y disminuyendo la presión. Este proceso acelera el ablandamiento de la unión de la fruta, lo cual facilita su separación, la extracción del aceite y el desprendimiento de la almendra de la cáscara de nuez. Mediante este proceso de esterilización se inactiva la enzima lipasa que favorece la producción de los ácidos grasos libres. Los esterilizadores tienen líneas de entrada de vapor saturado y dispositivos para el desalojo de los condensados que se producen en este proceso.La esterilización y el calentamiento también facilitan el proceso de pulpar y prensado.
Esto se lleva a cabo bajo un ambiente seguro debido al gas hexano liberado durante el proceso.
Después se muele la materia prima y luego se hierve en agua caliente para permitir que el aceite flote y se desnatase desde la parte superior donde se separan los 2 líquidos.
El aceite restante se hierve en una cacerola poco profunda para eliminar cualquier exceso de humedad.
Los problemas de contaminantes
Los efluentes líquidos de una planta de procesamiento de aceite de palma consisten principalmente en lo siguiente:
- Condensados de la esterilización, o el agua que resulta de la condensación del vapor utilizado para esterilizar los racimos.
- Lodos de la clarificación, o los líquidos que quedan después de que los racimos han sido procesados y se han separado y extraído los aceites.
- Condensados de vapor de los procesos de calentamiento. La contaminación cruzada normalmente proviene de los intercambiadores de calor de placa.
La solución: Sistema de Monitoreo de Turbidez
Para ayudar a detectar la contaminación del aceite en el caso particular de esta empresa, se recomendó instalar un sistema de detección temprana – Sistema de Monitoreo de Turbidez en los dos conductos de retorno de condensado, que se encontraban ubicados muy lejos.
A diferencia de los medidores de conductividad de MS que detectan contaminantes conductores, un sistema de monitoreo de turbidez está específicamente diseñado para detectar contaminantes no conductores tales como grasas y aceites en el condensado.
Tales contaminantes, si se sueltan accidentalmente en el condensado, podrían hacer que la caldera se sobrecaliente, requiriendo un apagado prolongado para la limpieza química. Con los consecuentes problemas de producción.
La instalación de un Sistema de Monitoreo de Turbidez proporciona un medio para determinar los límites de detección de contaminación y así asegurar una protección precisa del sistema de vapor. Con el monitoreo en tiempo real la planta es capaz de responder rápidamente para evitar la contaminación del agua de proceso.
Un Sistema de Monitoreo de Turbidez tiene la capacidad de ofrecer una medición precisa de la turbidez a bajos niveles de contaminación para un funcionamiento confiable, aumentando la disponibilidad de planta y así tener menos tiempo de inactividad.
Para el caso particular de esta planta se instalaron 2 sistemas de monitorización de la turbidez en la línea de condensado con una configuración de alta temperatura (temperatura de proceso permanente de hasta 190 ° C) para la detección en línea de aceites no disueltos en condensado. También se instaló este sistema en la línea de retorno de condensado para evitar contaminar el condensado de retorno al tanque de agua de alimentación d ella caldera.
Cómo funciona un sistema de monitoreo de túrbidez en sistemas de vapor industrial
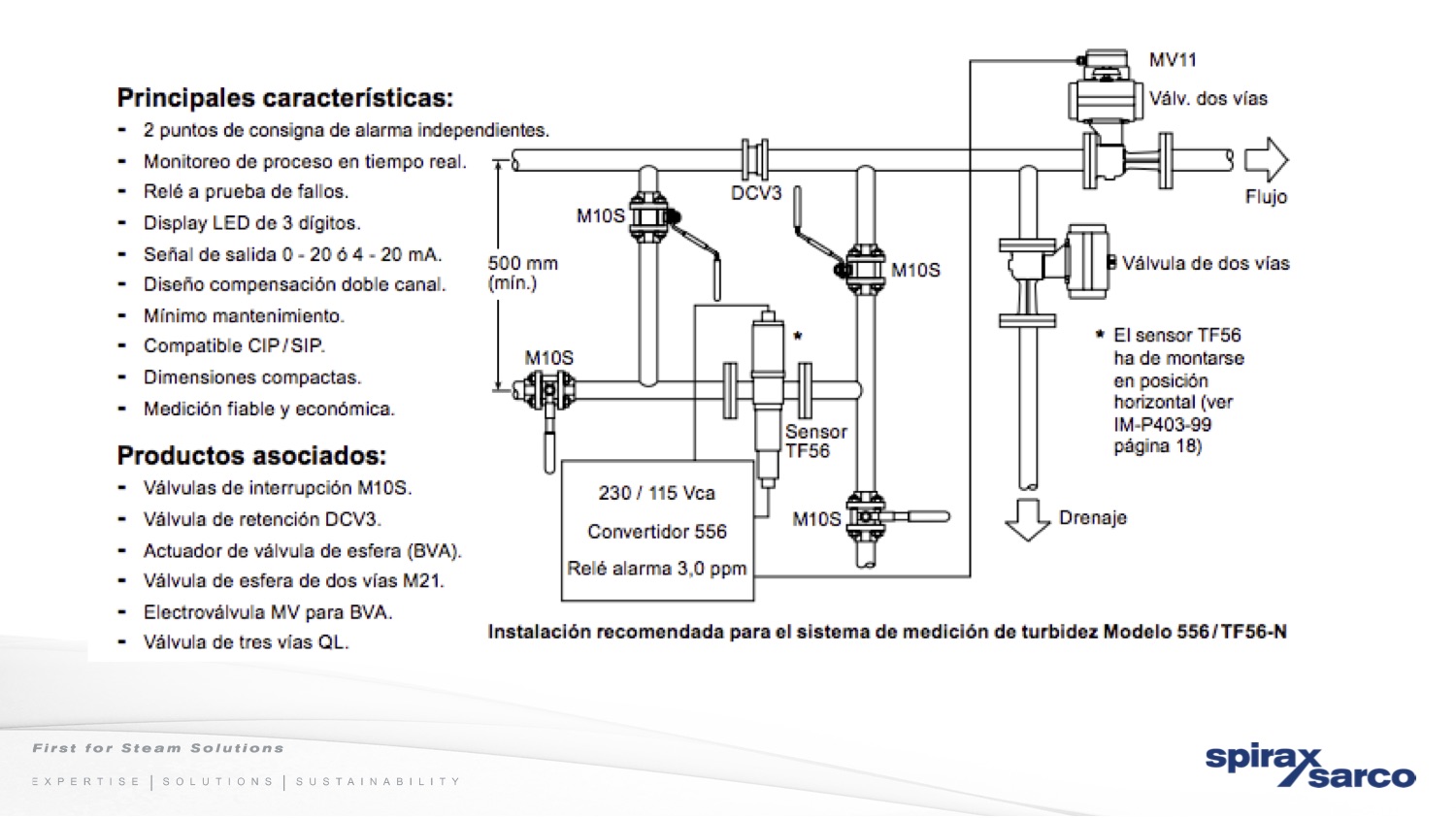
El sistema de medición de turbidez consiste en un Turbidímetro y un Convertidor, diseñados para monitorizar en continuo contaminación por aceite o grasa en el agua de aportación y condensado que retornan al sistema de agua de alimentación de caldera.
El turbidímetro es un equipo monitor de turbidez preciso, de dos canales, que mide la dispersión de la luz que usa luz en el rango visible (VIS) y el rango cercano al infrarrojo (NIR) 400-1100 nm. Un haz de luz constante, precisamente definido, penetra en el fluido y se detecta la luz dispersada por las partículas (trazas de sólidos en suspensión, líquidos no disueltos o burbujas de gas) en el medio por medio de cuatro fotodiodos herméticamente cerrados en un ángulo de 11°. Al mismo tiempo la luz no dispersada la detecta un fotodiodo de referencia. Este diseño único de doble canal compensa por el color y las perturbaciones en el medio. El sensor puede medir partículas de tamaños y concentraciones muy bajas.
El convertidor tiene cuatro rangos de medición, tres fijos y uno variable, calibrados en ppm, proporcionando monitorización en continuo y en tiempo real de la turbidez de un medio líquido. Un indicador LED de 3 dígitos muestra la turbidez como un porcentaje del rango de medición seleccionado. El convertidor proporciona dos puntos de consigna independientes y una salida de 0-20 mA ó 4-20 mA para alarmas y visualización remota en tiempo real del control de la turbidez. Una salida de relé a prueba de fallos adicional incorporado para la detección de fallo de la lámpara del convertidor o de la alimentación.
Los resultados del sistema de monitoreo de turbidez
- Se aumento la productividad.
- Se pudo asegurar una mejor detección de la contaminación.
- Mejora de la calidad del producto
- Disminución del tiempo de inactividad del sistema.
- Aumentar la reutilización del agua, el ahorro químico y la energía en el condensado.
Si quiere saber más sobre la recuperación de condensado contaminado usando sistemas de monitoreo de turbidez suscríbase al Newsletter de Vapor para la industria donde encontrará información actualizada para ingenieros responsables de plantas e instalaciones de vapor.

 Corrosión en tuberías de condensado y cómo solucionarlo
Corrosión en tuberías de condensado y cómo solucionarlo
Deja una respuesta